Comprehensive Process Control and Fluid Storage Solution
A Comprehensive Process Control and Fluid Storage Solution
 Company
Company

A pet food manufacturer in Malaysia for over 20 years with a well known reputation in producing high quality dried pet food. With a solid focus on maintaining quality the company uses only high quality ingredients to manufacture the products. Its main goal as a company highlights itself as a pet loving company with aspirations to be the number one pet care specialist in the industry ensuring that the quality of the pet owners and pets are elevated and cared for.
Problem
With a rapid increase in market demand, the current manufacturing process was costly as the IBC tanks used were only able to withhold a limited amount of ingredients for processing creating a slower processing time leading to an issue of inability to meet the market demands.
Solution
With expertise and knowledge of the industry ABS Engineering was able to present an integrated solution to counter the issue and create a new method to ensure the production line runs smoothly. Experts in ABS Engineering, arranged an intricate design with the various hygienic applications that is offered by ABS Engineering. The high importance of the process line being hygienic became the main priority to find all the right applications that complies with the hygienic standard in compliance with 3A and EHEDG Standards.
Truck Solution 
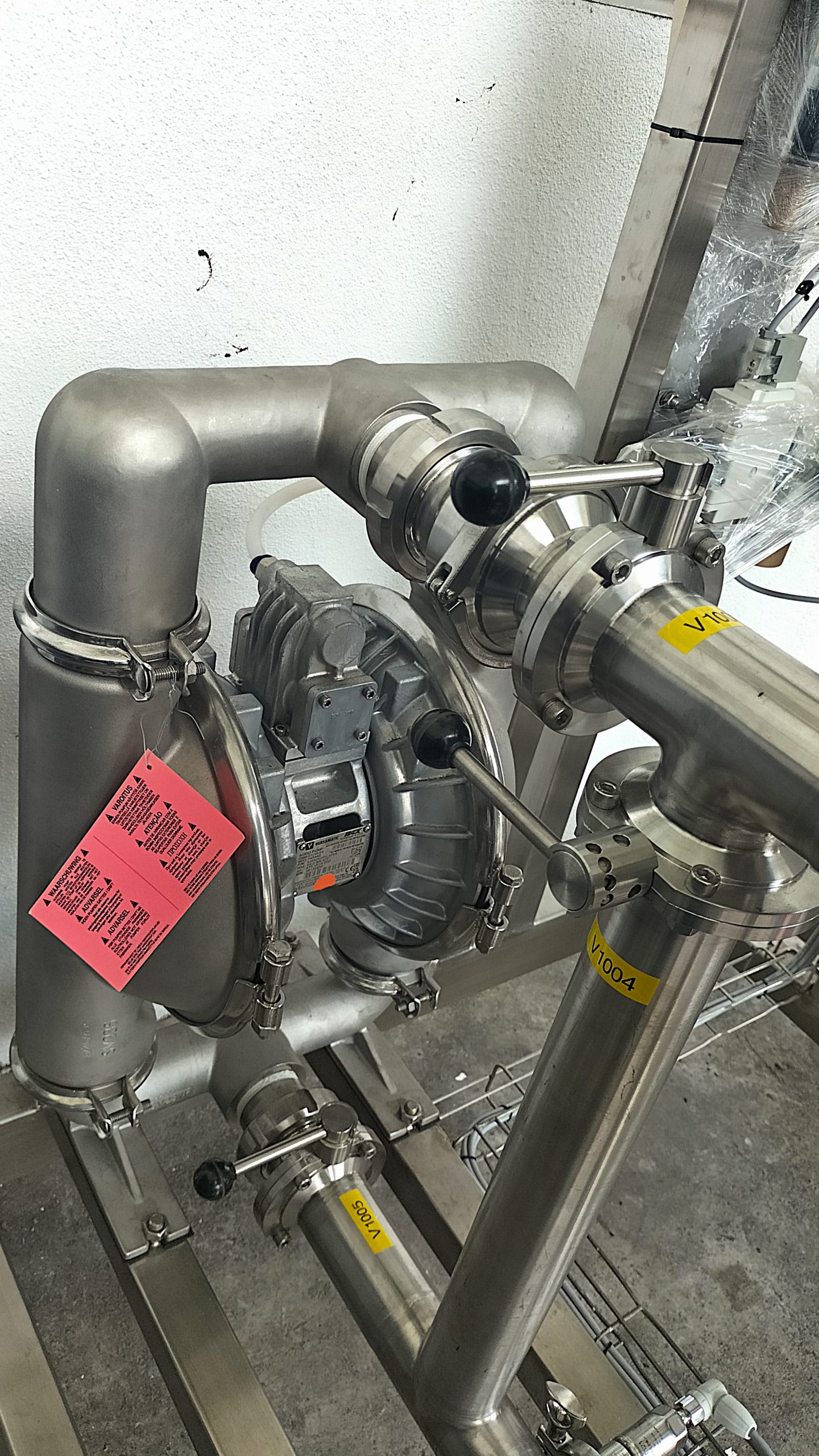
Separating the process into sections to counter the primary issue faced by the factory. The truck section was created with a collaboration of two principals, Alfa Laval and Versamatic, blending Versamatic’s Air Operated Double Diaphragm Pump (AODD Pump) with Alfa Laval’s butterfly valves to ensure smooth transfer process with multiple sensors to monitor the product and its required processes is well executed. The blended components ensure the system itself is efficient in product handling, optimizing the fluid movement and control, reducing energy consumption and operational costs. The sensors are integrated into the system providing real-time monitoring and safety sensors to help prevent accidents while ensuring the safety of the environment and the people surrounding it, preventing accidents and safe operation. The materials of construction for the equipment in the system and its robust design provides reliability and durability to handle demanding industrial environment.
 Storage Solution
Storage Solution

The storage solution tackles the biggest issue faced by this manufacturer with a more efficient product storage and handling with two 56,000 liters (L) and two 26,000 liters (L) storage tanks inclusive of mixers and insulations to ensure temperature controlled storage with mixing capabilities to prevent the settling of solids providing a uniformity of the product. Transmitters for the tank, ranging from temperature, level and pressure, are also implemented to ensure the condition of the tanks are well monitored and data is easily collected for the process control systems implemented. Alfa Laval’s OptiLobe is installed in the storage section to act as a transfer point on the line to process the ingredients. The OptiLobe Pump by Alfa Laval is chosen for versatility of the pump and its capabilities of handling products gently which is the requirement for this process.
With the implementation of Alfa Laval’s Auto Butterfly Valves into the system that allows the fluid control to be automated and available for remote controlling. The valves adhere to the hygienic standards required to process the products ensuring no compromise to the production line in terms of hygiene. The Manual Valves focus on manual control of the product flow for certain sections. The Check Valves implementations are to prevent backflow and to ensure the flow direction is the intended flow. The transmitters and sensors are integrated into the pipes to ensure the ability to monitor flow and leak detection as a prevention method to keep the environment safe and working efficiently. To top off the entire process, a software, Siemens HMI, is installed to allow constant monitoring of the product flows, temperature and leakage detection of the storage tanks and process flows.
for remote controlling. The valves adhere to the hygienic standards required to process the products ensuring no compromise to the production line in terms of hygiene. The Manual Valves focus on manual control of the product flow for certain sections. The Check Valves implementations are to prevent backflow and to ensure the flow direction is the intended flow. The transmitters and sensors are integrated into the pipes to ensure the ability to monitor flow and leak detection as a prevention method to keep the environment safe and working efficiently. To top off the entire process, a software, Siemens HMI, is installed to allow constant monitoring of the product flows, temperature and leakage detection of the storage tanks and process flows.
Conclusion
The system integration that has been done, counters the main points of the manufacturing plant and the new system has been proven to work efficiently, safely, and allowing the plant to run faster to meet the demands from the market while maintaining the same quality products. To highlight the entirety of the upgraded system integration, the costs of producing are lowered significantly ensuring maximum profit output as well as a production time that is shortened by 70% overall.
Contact Us
For more information on the system integration, drop us an email at pumps@abset.com or contact us today!